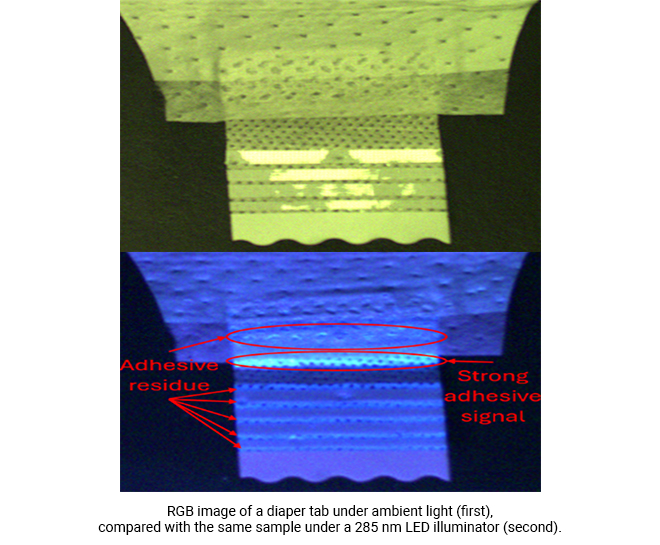
In some machine vision lighting applications, visible or infrared light cannot reveal critical material information; UVC LED light now provides a solution. Operating in the 265–285 nm range, UVC light enables fluorescence and absorption-based inspection, allowing detection of coatings, residues, contaminants, and subtle material differences. These applications are common in quality control and safety inspection, especially in regulated industrial environments.
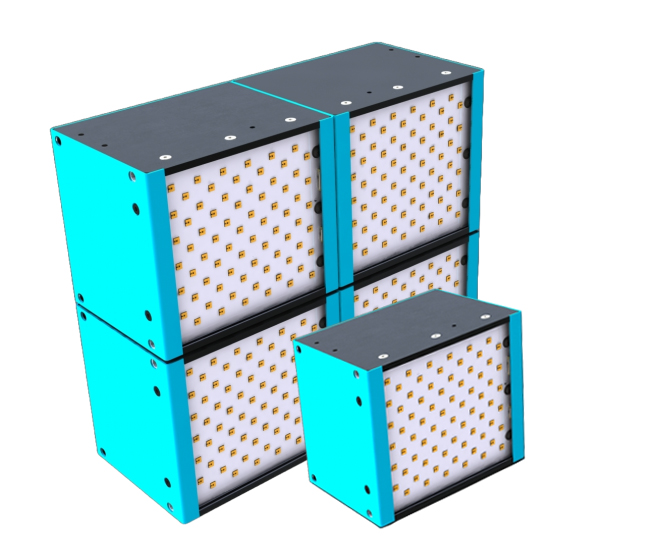
As traditional mercury lamps face regulatory and supply limitations, UVC LED machine vision lighting provides a stable, energy-efficient, and industrially viable alternative. ProPhotonix supports production-ready inspection with the UVC-Pro Area Light, optimized for inline industrial machine vision, and application validation with the UV Pro Test Kit, designed for controlled testing and development.